Not traditional nano-admixtures.
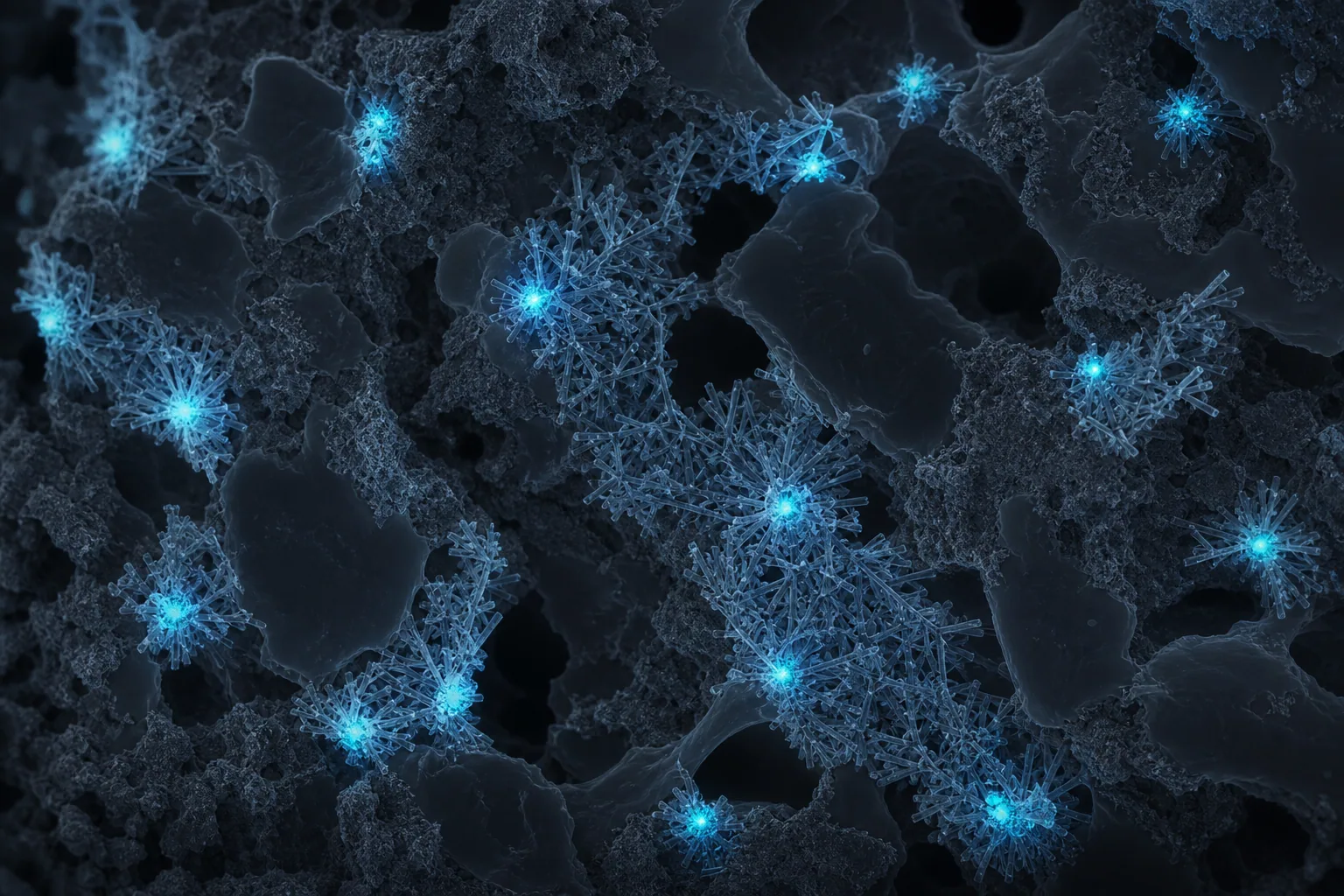
Earlier nano-additives clumped in cement paste and priced themselves out of commercial concrete. Trident's modified nanomaterials are engineered for cement hydration chemistry — they disperse evenly and integrate into C-S-H crystal formation.